

产品介绍
双面埋弧螺旋缝焊接管道
产品简介
螺旋钢管标准名为螺旋缝双面埋弧焊钢管,是采用热轧钢带做管坯,在常温下经过螺旋方式成型,螺旋缝采用自动 埋弧焊法焊接,其内外应各有一条埋弧焊缝。公司严格按照 API Spec5l、 GB/T9711-2017、SY/T5037-2018 等标准 生产,公司年产 Φ219~Φ3020、材质 Q235B 和 Q345B、钢级 X70 和 X80、厚度 4mm~25.4mm、长度 8m~18m 的螺旋焊管 20 万吨,并提供发泡保温和 3PE 防腐等后续加工配套服务。产品主要用于石油、天然气等承压长输出管线 (如国家西气东输等重点工程领域),也可用于燃气、水、消防、空气、采暖蒸汽等普通流体的输送,同时可应用于打桩、 结构等建筑领域。
适用范围
用于石油、天然气等承压长传输管线,也可用于燃气、水消防、空气、采暖蒸汽等。
执行标准
中国石油天然气行业标准 GB/T9711-2017《石油天然气工业管线输送系统用钢管》
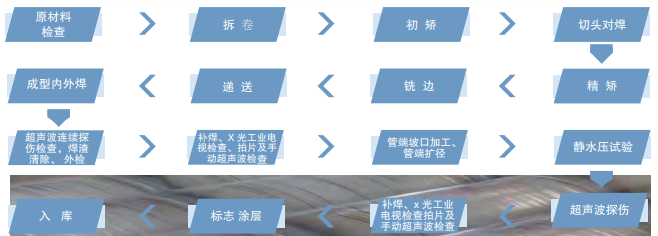
生产工艺
联系我们
全国服务热线:400-004-7711
010-85763166 85763966
022-28110588 28110688
天津市静海区蔡公庄镇工业园区内中心路16号
电 话:022-68568670 68568671
传 真:022-68568527

微信公众号